特集編1 その3 日本製造業の勝ち筋を考える、その時のパラダイムシフト
- 2月10日
- 読了時間: 12分
1. 具体的な素形材業種ごとの産業ビジョン・デジタル製造指針 素形材産業の中核・金型産業を再興せよ
1) 樹脂成型産業
樹脂成形は日本のお家芸といっても過言ではないだろう。
もともとは欧米から持ち込まれた技術ではあるが、材料開発、金型とともに進化した生産技術力、樹脂成形を支える成形機産業と日本の土壌に根差している。
身の回りには、様々なプラスチック製品があり生きていくうえで欠かせない製品が多い。

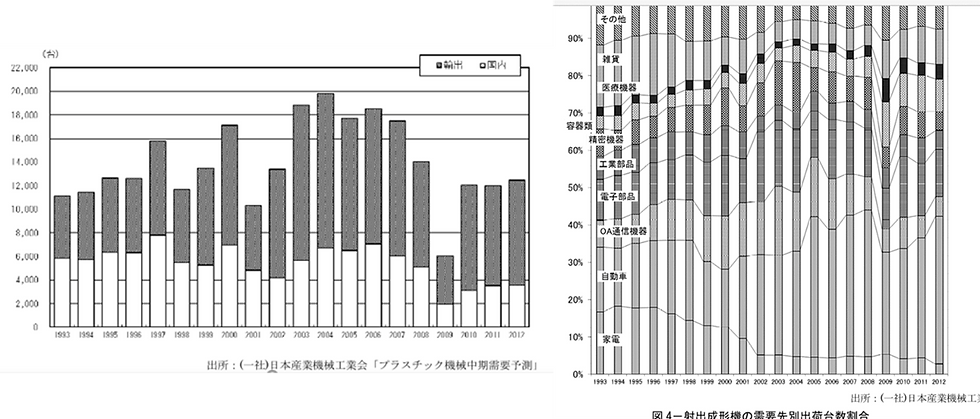
プラスチック成型需要とともにプラスチック成型機市場の予測を見ると、地球全体の人口増加とともに成長するとされる。

プラスチック製品は世界人口の増加とともに世界中で需要が増加し、2035年まで増加する成長産業である。併せてプラスチック成型機産業も同様な伸びが予測されている。世界のプラスチック射出成形市場は2024年に活発になり、 2023年には1910億ドル(約28兆円)と評価され、 2024年から2029年までの年平均成長率(CAGR)は4.1%で、2029年までに2,357億ドル(約35兆円)に達すると予想されている。
注視すべきは、プラスチック製品の需要にあわせて、バイオや再生材などの材料開発と共に、金型が必要であることだ。まさに日本の材料―金型―設備、生産技術ノウハウの素形材技術の一体開発が求められ、日本の製造競争力が試されている。
2)具体的な「シン令和の樹脂成形産業」を考えてみよう
①だれに、何を
プラスチック製品といっても、自動車、家電、OA通信機器、電子部品、工業製品、精密機器、容器類、医療、雑貨に至るまで産業範囲は広い。その中でも自動車、医療、容器は成功分野であり、今後ますます競争が激しくなる。
プラスチック産業も多くの中小企業が事業を営んでいるが、人手不足や国際競争、海外移転などで金型同様、減少しているが、オンリーワン技術や生産技術で勝ち残っている企業も少なくない。
統計データも重要であるが、当社のお客様の動向から考察したい。
【医療分野】
特に注目すべき分野は医療である。前職のインクス時代、参入したばかりの企業であっても、医療向け試作品は海外からの受注が多かった。その理由は、品質保証の信頼性にある。試作品でも、成形材料の管理はもちろん、ごみ・粉塵・離型剤の管理まで厳しく求められ、海外の顧客が工場監査のために直接訪れることもあった。
医療機器の品質システム規制の整合化のため、ISO/TC210という品質マネジメントシステムの国際規格があり、その要求は非常に厳格だ。
監査に来た人は、間違っても中国には発注しないと裏話もあったほどで日本が取り組むべき分野である。プラスチック医療部品を生産されているお客様からは、製造プロセス管理システムや製造条件履歴・トレーサビリティ管理のM2M:センサ・センシング・Σ軍師Ⅱの製造保証システムの導入が増えてきた。
【自動車分野】
自動車用プラスチック製品の需要自体が多様化しており、再生材活用、難燃性、高機能材料に加え、シボ加工、2色成形、また、2次加工といわれる塗装やメッキ、フィルム転写などの外観処理技術も求められるのが特色だろう。まさに、金型・生産設備を含めた生産技術が勝敗を決める。
その中でも、直近の動きとしては自動車品質マネージメント規格IATF 16949の認証が義務つけられていることだろう。この規格認証を取得しないとEUの自動車メーカとは取引できない。日米自動車メーカも同様な規格対応に準拠しており、MUST条件だが、残念ながら中小企業にとって認証は厳しいのが現状だ。

重要保安部品になると、1個保証:生産履歴保証・製品ごとの成形条件履歴が求められ、医療同様、厳格なデジタル管理:製造条件履歴・トレーサビリティ管理のM2M:センサ・センシング・Σ軍師Ⅱの製造保証システムの需要が高く、数年内には一般成形品でもデジタル製造が進み、汎用システムとなるだろう。
自動車用プラスチック製品で勝ち抜くには、ppmレベルの不良削減、品質管理を不正のない世界で愚直に手の内化し、原価低減、技術開発・技術伝承・DX教育などで次世代に向けデジタル化しなければ生き残れない。
【その他当社の顧客状況】
海外に流出しない分野として風呂やパレット、大物雑貨がある。なぜなら製品が大きく、かつ金型も数十トンになり、簡単には運べない。また、ユーザー直結であり品質も厳しい。
飲料ボトルなどの金型・プラスチック製造もノウハウの塊であり、材料や製品開発も激しく、かつ人体への影響もあり、品質管理も厳しい。海外への技術流出は避けたい分野だ。
②お客様がのぞむ成形品とは
各プラスチック製品分野に共通しているのはプラスチック製品の品質管理にある。その中でもこれから必要なソリューションは「成形不良削減」と「デジタル一個保証」だろう。その具体的解説を行う。
2024年のプラスチック射出成形において、代表的な成形不良として次の6つが挙げられている。
①反り
②エアトラップ
③気泡
④ヒケ
⑤ショートショット
⑥フラッシュ
これらに加えて、不適切な材料選択も成形不良の大きな要因とされている。
【なぜ、不良がなくならないのか)】
成形不良の要因は大まかには把握されているが、実際には多くの変動要素がある。例えば、工場環境では温湿度管理が重要であり、特に春夏秋冬による温度変化の影響が大きい。また、材料の温湿度や乾燥状態、成形条件を現場作業者が判断して調整する点もばらつきの要因となる。
さらに、金型のメンテナンス状況や金型温度・冷却条件、設備メンテナンス、突発的な故障なども品質に影響する。加えて、製品ごと、さらにはその日の状況に応じて製造条件を変更していることも、品質の変動を招く要因である。
一方で、大手企業は生産数量が多く量産効果の高い製品を中心に製造しているため、条件のばらつきが少なく、変動要因も比較的抑えられている。
多品種小ロット品は中小企業に振り分けられるため一定条件管理が難しく、職人頼りになる。一定条件管理のための運営と投資が全く違い、大手の不良率は1%以内、中小は概ね3%である。
【不良をなくすには? 一定条件管理が基本】
一定条件下での生産なら不良は発生しない。それは成形技術の基本であるが、守れないのも現場である。
以下、5項目が樹脂成形の基本となる管理項目である。
一定条件管理項目:①温度 ②圧力 ③時間 ④速度 ⑤量
では、なぜ守れないのか。ほとんどが紙(作業日報・機械日報・不良/対策報告など)による記録と作業者であるため、活かされることはない。また、寸法測定などの記録とも連動していない。
では、どうすればよいのか。それこそデジタル製造・監視システムでの自動収集と変動因子の監視と管理体制の構築が必要だ。KMCのプラスチック成形「デジタル製造・監視システム」を紹介する。すでに自動車・医療など多くに企業に採用され、企業ごとに独自の運用が模索されている。
2. 一定条件管理を実現する「プラスチック成型システム」の紹介と狙い
前述の「一個保証」「不良削減」の効果を発揮しているソリューションが「「プラスチック成型システム」だ。

システム構成図に落とし込めば、実現できそうに見える。
しかし実際には、設備が古いこと、生産データと実績データを正しく紐付けること、製品や金型ごとの管理体系を構築することなど、多くの課題がある。
さらに、作業内容や判断理由の記録、技術伝承の仕組みづくり、デジタル監視を活用するためのDX教育も必要となる。これらを整備するには、短くても1年、場合によっては3年程度の期間を要する。それが素形材の難しさで簡単に海外には移転できない。
しかしながら、今やらないと一生できない。簡単に不良因子といっても最低100項目、普通にセンシングすると500項目に及ぶ。さらに、不良は製品や日々の変動に応じて顔を変える。デジタル・コンピュータ処理以外は無理である。
【プラスチック成形のこれからの生産技術】
データは活かしてなんぼ、デジタル機器・システム導入で終わりではない、データとるのが仕事ではない。
お客様によっては、「不良分析やデータのとり方がわからない」との声を聴く。
当社の技術スタッフは全員、前職で十分な実務経験を積んだ人材であり、お客様の現場に直接伺って対応する。簡単な現場調査であれば1日で実施する。
【提言】悩んでいる企業様はぜひ当社技術スタッフに相談されたし!

【具体的な一定条件管理の事例:金型表面温度監視・サーモモニタリンの活用事例】
金型の表面温度監視は、人間に例えると医者が最初に見るのが顔の状態監視/温度、聴診器、体温だ。金型の顔:表面温度を見れば病気かわかるといわれ、多くの成形職場で、作業者やハンデディ赤外線カメラで測定している。残念ながら、アナログでは記録が残らない、人による測定ばらつきなどで形骸的になっている。


金型ごとの測定部位を標準化し、最大12か所まで局部温度監視ができる。量産前の捨てショット時、安定温度に到達することを確認し、良品確認後、その温度条件で「統計処理で閾値監視±3σ」で上限下限管理を行い、一定条件生産を自動的に関し監視するシステムがサーモモニタンだ。異常値が出ると警告灯の発出やメール連絡などで不良の拡散防止を行う。企業によっては、取り出しロボットで不良箱への排出や生産的なども可能だ。
これ何にも金型表面温度監視センサだけではない。型内センサという、圧力。高内温度、型開き、ノズル温度など良品条件の監視で一定条件管理の安定生産が担保される。これがスマート生産だ。
【成形品検査へのサーモモニタリンの活用事例】
成形品の2次加工、特に塗装やメッキなどの後加工が必要な成形品では、成形品“生地”のヒケが重要管理ポイントだ。引け不良に至る生地の表面温度・熱だまりを塗装前に検知して、塗装不良や寸法不良を未然防止する活用事例もある。成形後の熱だまり監視はサーモモニタリンで無人デジタル検査が大いに効果を上げている。

成形不良は、金型起因70%、成形条件20%、他10%といわれる。温湿度環境変化はデータさえ取れれば、いくらでも運用で対策できる。勿論、成形品形状、画像検査・部品測定データと分析も必須だ。
3.成形AI:Σ軍師ⅡAI Plusの活用
成形現場からは、AIによる成形技術支援・不良削減への期待や要望が高まっている。
とはいっても、AIに食わせる“製造データ”がなければただのソフトだ。日本は欧米に比べAIが遅れているといわれるが、製造現場のAIはまだ実際は始まっていない。なぜなら、製造AIは単なる教訓・知識・標準や一般的なノウハウ支援ではなく、“生きたデータ:設備・金型・環境のリアルタイムセンサ・センシングデータ”がなければただの一般知識AIだ。
製造現場AIは日本にしかできない。過去トラ情報だけでなく、新たな生産技術・ノウハウ・デジタル知見は“デジタル製造からの“不良のメカニズム分析と不良の予知予防につながる新たな知見となる。
【提言】製造AIはセンサデータ無くして役に立たず、シンの製造AIは日本の製造現場からしか生まれない
AI活用は、まずセンサによるセンシングデータの取得から始めるべし。すでに当社と自動車のTier1メーカなどでは運用が始まっており、1年ほどで一定量のデータが蓄積され、シンの製造AIと発達するだろう。センサ・センシングから得なれるAI・デジタルナレッジは、企業ごと・製品ごとに異なり、最も重要なノウハウであり、外部には公開できない貴重な資産で、それが次世代の企業間競争力の源泉となるのは確かだ。
製造現場のセンサ・センシングから愚直に始めるべし!

③どうやっていつから儲ける それは成形プラスチックのJAPAN品質
顧客は何を望んでいるのか、何が最重要か。
品質重視のJAPANプラスチック成型品質こそが日本の勝ち筋だ。安かろう、悪かろうでは生き残れない。企業信頼性こそ最大の武器となる。その確立ができれば、販路は開拓もおのずからできる。
現時点では、デジタル製造や品質管理システムを完全に構築できている企業は、まだ存在していない。だからこそ、他社に先んじて早く取り組んだ企業ほど、実践的な「デジタルの知見」を蓄積すべき時である
そのためにはデジタル製造:プラスチック製造現場・設備・金型のセンサ導入・センシングを導入すべし
4.金型成形金型のデジタル革新とその他工法
【提言】 成形金型もこの1年、大きな進化を遂げている。後れを取っては大きなビジネスチャンスを逃す

不良削減に向けた金型の技術革新は大きく動き出した。例えば、樹脂流動解析の実金型での動的熱変位がノズル温度から、型内温度の変化を「光ファイバ温度センサ」で樹脂硬化まで追いかけることができるようになった。勿論、大型成形金型では、型開き(ひずみ)をエアマイクロセンサで計測し、型内圧力は「半導体ひずみセンサ」で成形中の変化を可視化する時代に突入した。
無線式デジタル型内センサ・センシングシステムの時代:後れを取るな
【3Dプリンターの活用も有効】
樹脂成形ではないが、3Dプリンターによる試作も見逃せない。当社も3台活躍している。また、金属3Dプリンターによる金型製作も精度は劣るが試作金型なら可能性がある。しかしながら、あくまでもフェイクであり、金型による射出成形と物性に差があり、部品設計には留意し活用すべきである
筆者は「光造形産業協会の理事」も経験した。日本に光造形技術を紹介した一人でもあり、思い入れは深い。
【素形材:樹脂成形・金型のサプライチェーンにむけた提言】
金型無くして成形品は生まれない。成形メーカ・金型メーカのサプライチェーンがキモになる。
具体的には、金型保全連携、トライデータ連携、補修部品金型管理、不良・修正のノウハウ共有化である。
そのための「日本流樹脂成形・金型のサプライチェーン」を望む。
次回は、日本製造業の勝ち筋 プレス板金・鍛造事業について論じたい
コメント