特集編1 その6 ダイカスト鋳造編
- 3 日前
- 読了時間: 13分
ダイカスト不良メカニズムを解析する高速・高精度「型内センサ」による動的変位とΣ軍師
【要旨】
ダイカスト製造の現場では、鋳造欠陥・不良である鋳巣、ワレ、鋳肌不良、湯回り不良等が最大の問題である。現状、鋳造後の欠陥・不良の修正作業は状態化して利益を阻害している。先人の技術者がその欠陥・不良の解明に取り組んできたが、未だにそのメカニズムは解明されていない。鋳造欠陥・ダイカスト不良原因の70%が金型起因と言われているが、金型内は高圧で700℃以上の高温状態であり、型温も200℃でその悪条件での型内状態を可視化するセンサがなかった。
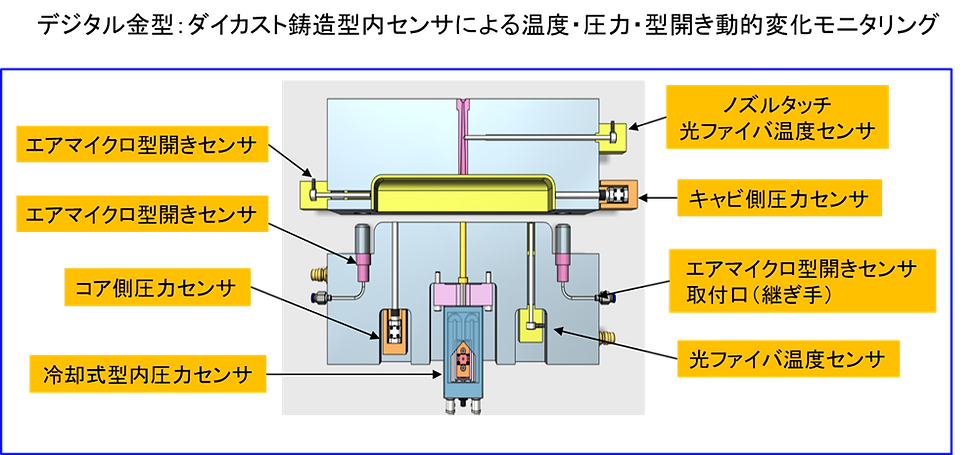
本編では、金型へのセンサ配置、配線を簡素化する無線方式センサとし、且つ鋳造型内の圧力や温度、型開を高速・高精度で計測可能な「型内センサ」を紹介する。その型内センサで量産中の型内の動的変位を計測・可視化することが可能になり、加えてダイカスト金型の表面温度異常を監視するサーモセンサとの組み合わせにより、鋳造型の外と内部から可視化センシングし、鋳造欠陥・不良のメカニズムを解明する「ダイカスト型デジタルセンシングシステム」を紹介する。
1.はじめに
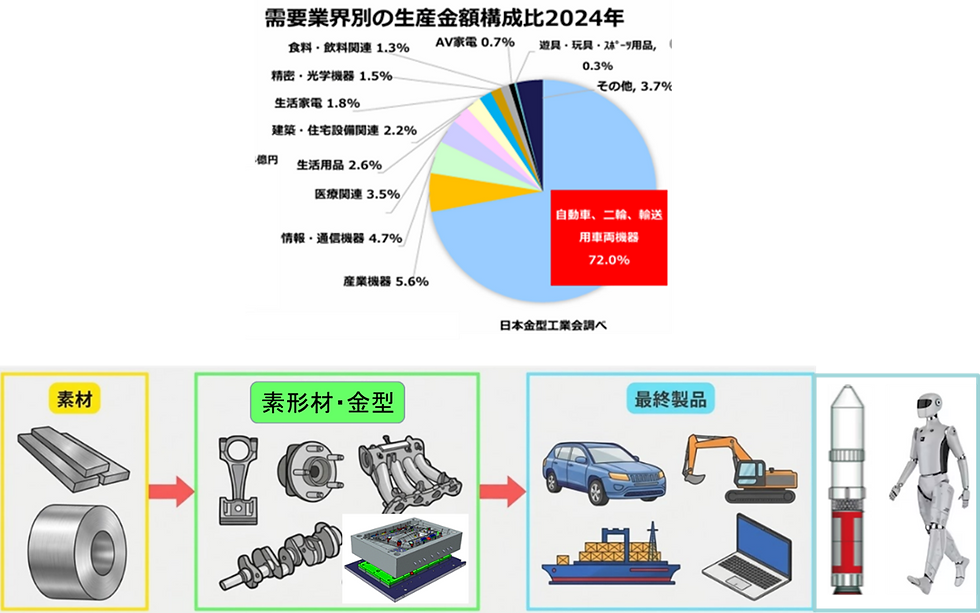
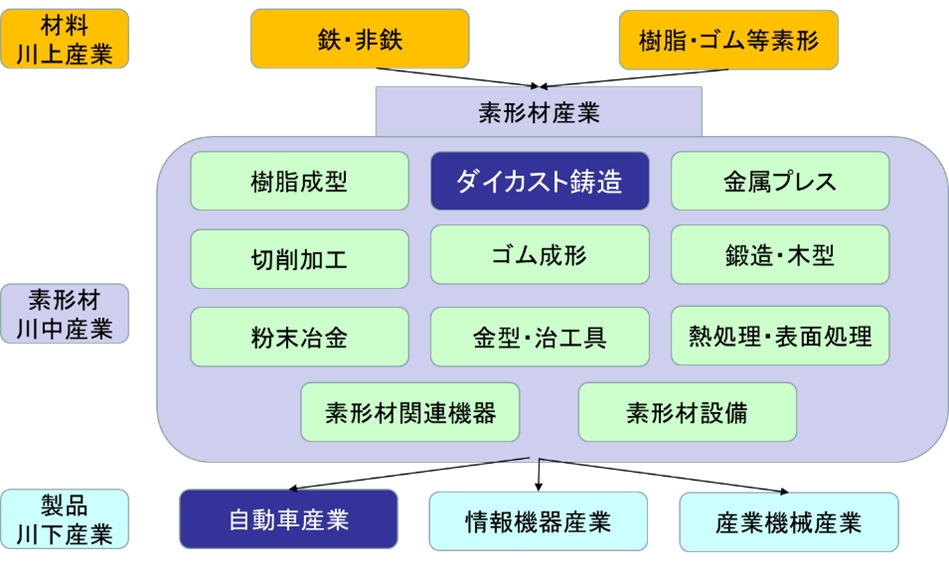
日本のGDPに占める自動車産業は、実に10%、製品出荷額は60~70兆円、全製造業の20%、就業人口は550万人(2019~2021年)という日本の基幹産業である。それを支えているのが素形材産業、金型産業であるが、日本の現状は素形材主要7業種の事業所数がこの10年間で2万事業所から4割ほど減少し、1.2万事業所となった。特に9人以下の事業所が約4割減少しているのが実情だ。
同様に金型産業は中国、米国に次いで世界3位、年間の生産高は1兆778億円と世界の7.8%であり、1990年代から25%事業所数、生産高ともに縮小しており、ダイカスト金型も危機的な状況にあると言っても過言ではない。中国のEV台頭やEUのEV(BEV・PHEV)推進もあるが、世界全体では22%(2025年)と言われ、まだまだガソリンエンジンの依存度は高く、不良をださないダイカスト素形材技術、金型技術の高度化の要望は高い。
自動車ガソリンエンジンは、アルミニウム合金や鋳鉄によるインテークマニホールド、シリンダヘッド、トランズミッション等、アルミダイカストが主流であり、鋳造合金、ダイカストマシンそして金型といったプロセス上の3大要素で製造される。
本節では、鋳造不良の金型起因が約70%と言われる不良原因の解明に向けたデジタル技術を用いたセンサ・M2Mセンシングデータ分析AI予兆監視システムを紹介する。また、自動車メータ・Tier1部品メーカが求める「不良を出さない・生産を止めない」IoT量産監視システム、特に型保全などの金型管理システムについても紹介し、ダイカスト製造に関するデジタル金型・デジタルセンシングシステムとSmart工場の今後の展開についても紹介したい。
2.ダイカスト鋳造不良分析と「デジタル金型:型内センサ」による型内・外の動的変化可視化ソリューション
ダイカスト金型は、高速、高温、高圧で流入する溶融金属とその硬化プロセスにて不良が発生することは知られているが、そのメカニズム解明に有効なセンサがなかった。金型への負荷も大きく、樹脂型などと比較しても耐久性なく、量産には20型ほどリピート金型製造で生産量をカバーしている。また、その都度、鋳造法案など不具合改良を加えるため多大な工数と費用を費やしている。勿論、流動解析や凝固シミュレーション等を行うが実際の型内挙動は捉えられておらず不良メカニズムの解明には至っていない。
金型の高度化技術は、金型構造、材料、熱処理、表面処理技術の様々な研究開発が進められているが、先ず本節では自動車メーカなどと進めている量産中の鋳造金型内部の温度・圧力・型開の動的変化を可視化するセンサ開発・M2Mセンシングシステムによる動的変化の可視化技術と分析ソフトウエアの最前線を紹介する。
1) 鋳造不良と鋳造プロセスと金型起因の不良の連関
当社技術陣の経験から鋳造不良と原因、金型起因の不良因子について、表1にまとめた。

総じて、
①凝固プロセス異常、特に溶融材料温度、金型温度、凝固までのプロセス変動
②鋳造品の密度異常、特に金型内圧、型開き、金型温度、材料凝固温度変動
③金型冷却異常、特に金型表面温度、離型剤塗布量、冷却水温度変動
となり、金型起因と言われる不良要因変動は、金型内の、温度(T)、内圧(P)、型開き(δ)、金型表面温度(KT)の動的変動を起点としていると想定させる。勿論、各不良因子の複合的因子変動で発生すると想定されるが、先ずは、各不良変動因子の量産中の動的変化を捉えて、総合的に不良メカニズムを解明することが求められる。
2)鋳造金型内の動的変化を可視化する「デジタル金型:型内センサ」の開発
ダイカスト金型用センサの難しさは、溶融温度が約700℃と高温であり、金型温度も200℃と樹脂成形とは比較にならないほど高温下での凝固プロセスとなっていることである。それゆえ、鋳造金型の挙動を可視化センシングするセンサは高温、高圧、高速・高精度の性能が求められる。以下、開発された無線式デジタル「型内センサ」の紹介をする。
開発したセンサは、すべて無線方式とした。何故なら有線式では鋳造機と金型に大量の配線が必要となり、センサ設置工事が困難であること、型替え時に取り外しや再設置に多大な工数を必要とする。また、稼働する金型の断線の問題も大きい。無線方式は、基本、汎用性が高く、アクセスPOINTなど無線機器が安価な2.4GHzのWI-FI方式とした。
①無線式デジタル「型内センサ:光ファイバ型内温度センサ」
光ファイバ型内温度センサは、従来の熱電対センサでは測定時間遅延を解消すべく、8/1000sでの習慣的な温度計測を実現した。さらに700℃の高温計測を可能にする高温ガラスカバーを採用、注湯部温度計測から凝固至るまでの型内固形化プロセスのモニタリングを可能にした。勿論、型内のスライドや入れ子部の温度計測や型温200℃に対しても計測できるセンサとした。


実際の溶湯から凝固までの温度計測を行うことで、凝固プロセスが可視化でき、CAEとの比較が可能になった。
実証では、破断チル(巻き込み)の部位特定から鋳造法案の検証まで幅広く活用できた。特に自動車用ダイカスト金型は耐久性の観点から20型ほど製作を続けるので不良の原因特定と対策も容易になった。
② 無線式デジタル「型内センサ:型内半導体圧力センサ」
ダイカスト不良の鋳巣、ヒケ巣、ブローホールなどは型内への注湯圧力の変動も要因している。鋳巣は湯流れ不良・流動圧力変動が量産中どのように変化しているのか、その型内圧力“動的変化”を可視化することで原因究明ができる場合が多い。型内温度と共に型内のどの部位が目詰まりを起こし始めたか、各部位の圧力を計測することが有効だ。
型内の圧力変動は、コアピン等の先端でも計測できる。また抜き力変動用に離形抵抗センサも開発した。圧力・歪計測には半導体ひずみセンサを採用し、内蔵されたマイコンでアンプレスを実現している。
無線化は4chアナログユニットを付属した。

③無線式デジタル「型内センサ:エアマイクロ型開きセンサ」
鋳造不良のガス逃げ不良や充填圧不足など量産中の変動に対しては、エアマイクロ方式の型開きセンサにてPL面や型当て部の隙間等が監視できる。供給エアは工場内エア、ダイカスト機とのショットタイミング、データトリガの連携が4ch無線アナログユニットにて可能だ。また、エア量の調整、校正処理は専用のキャリブレーションキットが用意されている。

④無線式デジタル金型による「鋳造プロセスセンシングシステム」とセンサ方案設計
前述のデジタル金型:型内センサの光ファイバ温度センサ、型内圧力センサ、型開きセンサの金型へのセンサ方案設計をイメージ図に示す。
ダイカスト金型の動的変化をモニタリングする「デジタル金型」は製品の形状、鋳造方案、凝固プロセスに応じて設計する。初めての企業が多いので、センサメーカと金型メーカ、製品メーカの3社の共同取り組みを実施するのが望ましい。
⑤無線式赤外線金型表面温度監視センサ「サーモモニタリン」の開発
焼き付き等の鋳造不良の要因に離型剤の塗布量の変動型温の変動要因が挙げられる。特に、離型剤の塗布前と塗布後の金型表面度温度監視が必要とされる。そのため、従来のサーモカメラにないダブルトリガ機能を開発、鋳造品温度も1ショット内で計測できるトリプルトリガ機能なども実装した。
また、ダイカスト鋳造は多量な離型剤を噴霧するためカメラレンズむき出しでは活用できない。その対策として、ワンタッチでレンズ部には取り換え可能な保護レンズ外付けガラスの開発や、シャッター付き保護ケースも同時に開発した。金型の表面温度監視、そして製品温度監視、量産中の金型表面温度の動的変化を監視し、異常があれば、ダイカスト機を停止させるなどのフィードバック制御装置もシステム化し、不良の拡散防止策とした。
「サーモモニタリン」システムの開発目的は量産監視用として開発され、24時間監視を可能にした。また、撮像データの最適化・極小化に鋳造機と連動して最適なシャッタータイミングと自動無線データ通信による金型の外部からの監視システムとした。

3)「型内センサ&金型表面温度センサ」のデータ一元化・分析・AIソフト開発:「Σ軍師Edge&Σ軍師Ⅱ」
鋳造金型の「型内センサ」と「金型表面温度センサ」、また、他の入れ子抜き力センサなど全センサデータを一元管理するソフトウエア:Σ軍師Edgeとデータ分析ソフトΣ軍師Ⅱを紹介する。
①工場内、鋳造ラインの近傍での量産監視データの収集と可視化、データ異常監視ソフト:Σ軍師Edge
データ監視ソフト、データ分析ソフトの開発は2方式で進めた。1つはデータセキュリテイを考慮した工場内の鋳造製造ライン監視ソフト:Σ軍師Edge、もう一つは国内外を跨ぐ工場間の総合的なデータ監視、分析、予兆監視機能を備えたΣ軍師Ⅱとして開発した。
さらにΣ軍師Ⅱ・クラウドには大量なセンシングデータを集約することにより、AI機能にて不良分析などの生産技術者向けの支援機能を開発した。

②工場間、国を跨ぐ鋳造センシングデータの集約・量産監視データのデータ分析・AI:Σ軍師Ⅱ
データ分析には大量な“大規模センサ・センシング”データが集約される。ダイカスト鋳造の不良因子だけでも1000項目に及ぶ。したがって、生産技術者がExcelマクロなどPC手作業では不可能であり、そのための分析機能を網羅したデータ一元化・分析ソフトが必要であった。
目的の量産監視・不良防止に向けて“量産管理項目“を決定し、自動で各管理項目に対して異常値閾値設定機能を自動化することを目指した。傾向値監視で異常の予知・予防もソフトで自動警告できるように多重閾値設定機能を開発して各影響因子の監視を可能にした。特に近年主流になりつつある”ギガキャスト“においては益々、大型金型・鋳造監視の要望が強く、導入事例もある。

AIソフトの実装は、不良原因の特定に向けて“答え”を推論するのではなく、大量なセンサ・センシング実データを基にした“大規模センシングデータ”による鋳造不良の原因推論分析ソフトとしてΣ軍師Ⅱに AI PLUSモジュールとして実装した。
また、一方ではダイカスト鋳造の電力消費も大きな問題になっており、電力監視機能も追加した。
3.鋳造不良・突発金型故障防止に向けた金型不具合・型保全管理ソフトの開発とナレッジ電承のIoT開発
ダイカスト鋳造の製造現場では金型起因の不具合が70%であるが、その原因には金型メンテナンスの不備やダイカスト鋳造機、付帯設備などの管理不足、設計者のノウハウ不足による不良・不具合の再発が挙げられる。

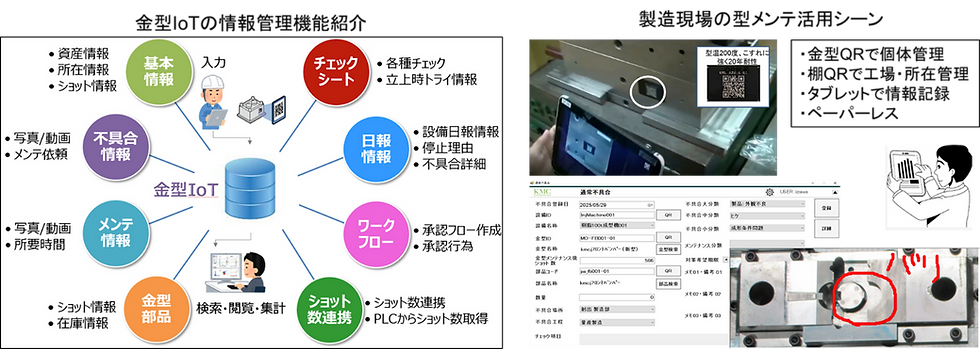
1) 鋳造金型起因の不良削減、金型突発故障防止には日々の金型管理が重要:金型IoTによる現場情報管理
デジタル金型や金型表面温度監視カメラ等も重要だが、実は残り不良・不具合の半分は日常の金型管理不足に起因している。
金型管理に必要とされる機能としては種々あるが、大事なことは不良事象、現場目線の原因記録を確実にデジタルで記録することである。それらのデータから不良・不具合統計分析と現場金型管理の指標化(KPI)管理に落とし込むことである。ややもすると作業者任せの製造・保全現場になりがちになるため、ワークフロー機能を実装し、業務としてのプロセス管理、QC工程管理、金型経歴書などの工場管理としての機能を開発した。
2)素形材:ダイカスト鋳造・生産技術・金型設計の開発ナレッジ電承とデジタルツイン機能・AI機能開発
開発システムもデジタル化されているが、近年重要視されているのが“設計システム”と製造現場をつなぎ、“過去トラではなく現トラ“と言われるトライ状況、量産中の稼働状況をリアルタイムに設計システムと連携するデジタルツイン開発が不良の撲滅には重要とされている。
前述の「デジタル金型」情報や「金型表面温度情報、金型IoTの型不具合・突発故障・鋳造不良情報などを会話式にデジタルコミュニケーションにより実現するシステムの開発を実施した。そのデジタル会話情報から新たな知見”ナレッジ“をデータベース化し、エンジニア、各部門、サプライヤー間などの技術情報を共有する「ナレッジ電承」システムを開発した。
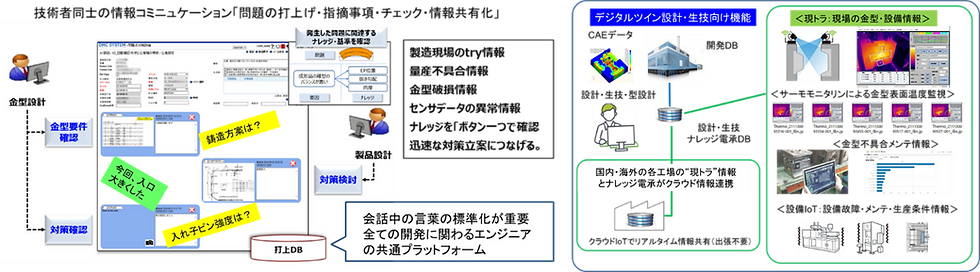
このシステムの有用性は、現代の若手・女性技術者にとっても評価が高く、これからのノウハウ伝承にはデジタルにすることで素形材・金型ノウハウが消えることなく継承されることに意義があると考える。このナレッジ電承システムは、現在大規模言語モデル方式の“技術AI”の実装にも開発着手した。
4.おわりに
ダイカスト鋳造における不良削減、金型故障抑止は、日々の量産中のデジタルセンシングと金型不具合のデジタル記録をベースとして、動的変化、金型異常の日常管理をデジタルで可視化・共有化する自動処理が基本となる。
さらに、得られたデータを製造現場のプラットフォームのデータベース化として一元管理し、不良・不具合のデータ分析、AIによる分析支援、不良の予知・予防・抑止に向けた多重閾値管理、傾向値管理、統計管理を自動化し、リアルタイムな不良対策と不良排除のFBシステムなどで徹底的に撲滅することが本開発のデジタルシステムで可能になった。
導入効果については、自動車メーカー向け部品を製造するTier1企業においても評価され、その実績が報告されている。

ダイカスト鋳造のデジタルセンシングにより、不良削減、生産停止課題の対策と監視技術は完成形に近づいた。そのことにより人手不足や鋳造技術の高度化の指針が示されたと考える。製造データ収集のその先にAIによる鋳造金型設計支援、不良・不具合の予知技術の開発も近い。
次の100年、直近の2030年を目指した取り組みが活発だ。もう始めないと遅くなる。日本はサプライチェーンに重点を置き、企業間の技術研鑽による共創・共栄を念ずる。
コメント