測定技術のデジタル化と品質管理
- 3月25日
- 読了時間: 11分
デジタル製造におけるISO・IATF対応の最新の「測定IoT:測定電子カルテ」と部品検査技術の紹介
~日本の素形材産業強靭化とデジタル測定技術~
1.緒論
日本は何と言っても人手不足だ。これからますます製造現場は窮屈になる。また、外国人実習生が多く、部品製造や組み立てラインでは“文化の違い”の問題もあり、ここにも100年に一度の変革が求められている。
現場は、多品種・小ロット化で煩雑になった検査工程、特に人手不足、検査員のスキル低下や海外工場での検査不正など課題が多く内在している。品質管理はISO・IATFでも厳しく監査されるため、作業者に依存しない信頼性の高いデジタル検査とエビデンス(検査表)が必須の時代だ。本節では、メーカ違いに対応した測定機器対応の「測定IoT:測定電子カルテ」とインライン測定や最新の検査技術を紹介する。
2.これからのデジタル製造時代のプラットフォーム:電承FACTORYと検査工程
製造現場の人手不足は否めない。製造も検査もデジタル技術・器機・ソフトへの期待は増すばかりだ。そこで、KMCは長年の製造プロセス・現場のIoTによる情報の一元管理システム「電承FACTORY」の開発・販売を手掛けてきた。図1にてそのシステム概要を解説する。開発・製造プロセスにおける“工程内検査・完成品検査・サプライヤー検査”のQC工程表と一連の検査データの一元化、そのデータの活かし方が問われている。

【電承FACTOY】システムの製造プラットフォーム全体像を説明する。
ドイツのSAPなど基幹系システムやPLM等、上流のホワイトカラー省力化ソフトが欧米から開発・販売され、多くのグローバル企業が導入している。購買から営業まで管理系のプラットフォームとして20億円以上とも言われ、多額のソフト・導入コンサル費用が必要とされる。また、AIの導入により益々、間接業務・人員は不要になる時代だ。一方で製造現場のプラットフォームソフトがないのも現実だ。なぜなら、製造プロセスは日々変化する場合が多く、金型・設備の移管や故障、突発不具合、不良等でプロセスの変動が激しく、標準化が難しい。そのため、人の判断やノウハウがプロセスには多く存在することになり、システム化が遅れているのが現実だ。
当社は、その「製造プラットフォーム」構築にこの15年、果敢に挑戦し、システムを作り上げた。コニカミノルタ社など、国内外に展開している。大別すると
①無線センサソリューション:無線方式を主体にした金型・設備・環境センサ
②M2Mソリューション:Machine 2 Machine技術による生産設備と付帯情報
③IoTソリューション:4M+ロボット情報による人・機械・工程・材料情報
・測定IoT:部品検査情報
・金型・設備IoT:金型・設備情報・保全情報
・工具/在庫IoT:治工具情報、在庫情報
④開発IoTソリューション:開発ナレッジ電承、設計。生技情報
上記を統合した「電承factory」ソリューションは製造プラットフォームだ。

この中で、置き去りにされているのが検査工程、特に工程内検査とデジタル化だろう。
【検査工程の最大の課題】
インライン(組み立て)の行程ごとの検査データ、抜き取り、ASSY、製品検査がばらばらなことだ
製造現場では、人手不足もあり、特に熟練の検査員が不足している。急速にデジタル製造・デジタル管理に向かっており、検査も最新のデジタル技術を活かしたSmart Factory・Smart検査を作り上げるか、不正防止と共にプロセス改善の知恵の結集とその投資判断が求められている。
KMCのSmart検査に向けた“測定IoTシステム”を紹介する。
①開発工程から部品・完成品検査・・検査仕様とデジタル測定指示、デジタルQC工程表システム
②製造工程における“工程内検査”・・・設備/機内検査システムとEdge合否判定システム
③部品製造後の抜き取り(全数)検査・パレット/抜き取り検査と不良品発見時の製造へのFBシステム
④サプライヤーからの受入検査・・・・サプライヤーと受入検査の重複の無駄、受入検査レスシステム
⑤組み立て後の完成品検査・・・・・・部品検査と完成品検査の不良原因の追究システム
今までは、工程ごとの検査の取り組みであったが、Smart工場ではデジタル機器と連動したIoTによる検査情報の一元管理、分析・品証システムの時代となる。測定IoTシステムにご興味ある方は是非、お問い合わせいただきたい。
3. 測定IoT「測定電子カルテ©」の活用現場と最新機能の紹介
部品検査では人手不足や測定技能者不足、海外実習生などの課題があり、その解決のためスキルの平準化に向けてデジタル測定機器の導入が盛んだ。課題はデジタル検査表にあり、せっかくのデジタル検査機器データの活用・活かし方が課題となっている。勿論、自動化システムによる測定・検査工数の削減は喫緊の課題だ。
1) 検査工程の課題
部品検査工程は、人手によるノギス・マイクロ・ハイトなどの検査と紙記録「測定表」が主流だ。測定表と言っても社内検査表と客先別検査表などがあり、且つ測定器具も3次元測定器なども部品に合わせた検査機器があり、統一性が全くない。最近はISOやIATFなど品質管理が厳しくなりその対応が必要になってきた。

また、何と言っても検査不正の問題が企業の大きな“影”となり、その信頼性が企業の存続にも影響を与えている。
2)測定IoT:測定電子カルテ©の主な特色
測定IoT:測定電子カルテの特色は、
①デジタル測定機器メーカに依存しない、すべてのデジタル測定器に対応していることである。
ノギス・マイクロ・ハイト・ダイヤルゲージ、3次元測定機、機上測定器(新規開発)などメーカに依存しないデジタル測定ができなければユーザーニーズにはこたえられない。また、その集合データでの検査表は必須だ。また、近年検査不正による社会的信頼の喪失が廃業の危機に直結することもあり、検査不正機能など含めてた検査システムが必要とされている。(特許申請)

②外観検査など感性検査・マニュアル検査でデータ(写真や顕微鏡)も集約可能
③測定機器の校正管理機能で検査器の管理も可能
④検査不正防止機能:データ改定時のログ記録、検査承認の記録
以下に特許申請済みの検査不正対策の要約を記す

3)具体的な検査工程と測定IoTによるデジタル検査システム運用事例の紹介
【測定IoT:測定電子カルテによる機能部品デジタル検査】
当社製品:StethoscopeⅡ無線センサのAL切削ケースの部品測定事例について紹介する。部品検査は寸法検査と外観検査の2種類がある。通常10個単位で入荷するため、その全数検査を実施している。検査器具はデジタルノギス、デジタルマイクロ・デジタルハイトを用いて検査を行っている。担当者⇒検査責任者⇒承認者、そして社内検収となる。



4)測定IoT:測定電子カルテのシステム導入価格
ベーシックプランはオンプレ120万円から購入可能だ。クラウド/サブスク価格は10ユーザーで3万9000円/月の低価格で利用できる。
【測定管理プラン】
①ベーシックプランデジタル測定器連携・マニュアル/感性検査・付帯情報管理・統計処理・校正管理
②スタンダードプランQC工程表・不良分析・不良/合否通知機能
③エキスパートプランサプライヤー受入検査、製品属性付加(QR)
※各種デジタル測定器との連携については、キーボードインターフェースにて対応、その他はご相談ください
5)無線振動センサStethoscopeによる完成品・性能検査
各種無線センサ・計測センサのデータから直接「性能検査表」が作成される。

実施例では、MCなどの高速主軸(スピンドル)製造専門メーカ様に納入した。「スピンドル完成品検査システム」がある。主軸のブレに無線振動センサ・温度センサを用い、Σ軍師で完成品検査の可視化と性能検査表を同時に作成する画期的な検査システムだ。

本当の品質管理は“製品出荷後のユーザーサポート”にある。6か月は無償保証・その後もデジタル相談窓口を開設して、運用不具合や相談にのっている。
4.品質管理規定とデジタル製造時代の“絶対品質管理”電承FACTORY“
部品検査には抜き取り検査と全数検査があり、ともに企業の品質信頼性を担保するうえで重要だ。ただ、課題として浮上してきたのが従来の“記録するための検査“から“測定データを生かす積極的検査システム”への移行ニーズが根強くある。直近では、人手不足対応で検査の自動化が進み、取ったデータをどう活かすか模索が始まった。
1) 品質管理規定と“記録するための検査”と品質・企業信頼性
自動車業界においてはISO9001とIATF16949の二つの品質管理規定をクリアする必要がある。後者の場合は、EU・US・JAPANともに共通した自動車規格として重要である。

当社の「測定IoT:測定電子カルテ」は不良の改善、不良の発生予防の観点でその基本となる品質データとなることは勿論であるが、それだけでは“改善・予防”の目的を達成することはできない。
2)“測定データを活かす積極的検査システム:絶対品質製造”
デジタル製造に向けたこれからの品質管理は「電承FACTORY」による “絶対品質製造”である。
①寸法不良、外観不良などの発生時、不良原因の製造・金型などのデータを紐づける:M2Mシステム
②測定・検査データと製造・金型データの両方を統計処理・科学的に分析する:測定電子カルテ・Σ軍師Ⅱ
③不良・事象データの分析データから製造条件、金型・設備改善、プロセス改善を行う:M2M・Σ軍師Ⅱ
④工場・製造ラインデータ取りを行い、工場プロセス管理・QC工程管理、ISO・IATFに適合管理を行う

ここで、重要なのがQC工程表であり、特にデジタル測定を組み込むことが要求される。それを、測定IoTシステムで記録し、データの一元管理に結び付けていく必要がある。そのデジタル測定値の活かし方を図11に紹介する。
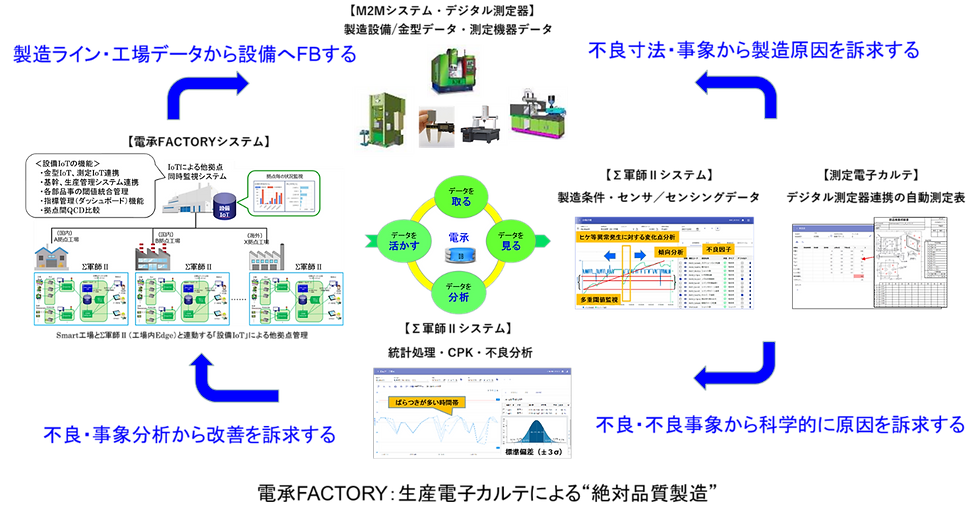
デジタルQC工程表から得られる各測定値と不良データはPDCAサイクルのように関連性があり、プロセスの中で活かされる。“データを取る⇒データを見る⇒データを分析する⇒データを活かす”業務プロセスの構築「電承FACTORY」がデータ共有を促す。
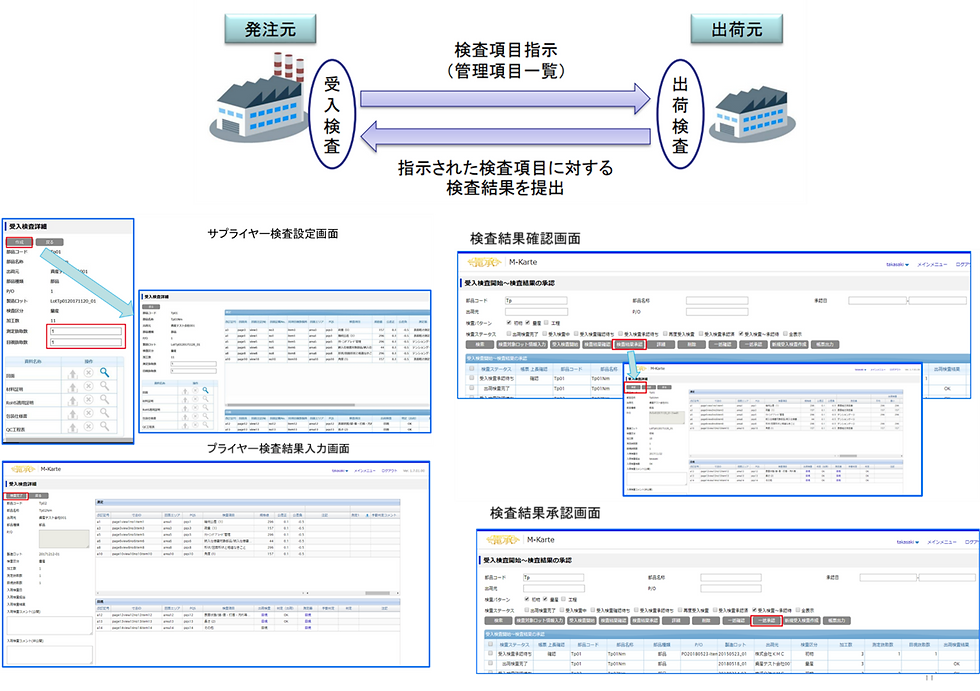
3) サプライヤーと連携した受入検査システム
大手企業では、部品生産の70~80%をサプライヤーに依存していると言われている。そのため、同じ検査を双方で行う非効率が生じ、問い合わせや再検査が発生するなど混乱の原因となっている。こうした課題に対し、測定IoT「エキスパートモジュール」が有効に機能する。
すでにコニカミノルタ社や大手造船メーカでも導入実績があり、「受入検査レス」として拡張が進んでいる。
4)測定IoT投資効果・・直接効果は集計工数削減、間接効果は企業信頼性
コニカミノルタ社では、測定IoT「測定電子カルテ」を活用し、受入検査の削減や海外工場での検査不正対策などに取り組んでいる。その結果、測定や集計にかかる工数を大幅に削減することができた。さらにサプライヤーにも導入を広げ、複合機生産全体でデジタル品質管理を推進している。また、EXEDY社ではトルクコンバータのプレス部品における工程内検査をデジタル化し、品質の信頼性向上につなげた。
両社ともに、測定工数は30~50%削減され、品質管理工数もIoTによる自動処理により約1/10まで短縮された。

5.Smart Factoryにおけるインライン小径穴計測システムとエアマイクロ測定技術とシステム紹介
製造工程内でのデジタル自動検査の要求は高い。特にΦ3以下の小径穴はピンゲージでの測定に頼らざるを得ないのが現状だ。製品が小型化、精密化に向かっており、精密ダイカスト部品や板金部品、小型化する精密樹脂成型品では全測定箇所の23%が穴径測定であった。特にΦ3の小径穴が60%以上ある部品が多く、ほとんどが手作業の測定であり、それを解決するのが、エアマイクロ検査装置だ。


当社では、第一測範製作所(新潟)と共同で、エアマイクロ測定技術を使い、Φ3以下の穴径をエアの吐出圧で計測するエアマイクロセンサとロボットによる自動計測、自動検査表、検査評価システムを開発した。(特許申請済)
測定精度も1ミクロン以下で、3種類のエアマイクロセンサ(ノズル測定子)を用意している。
(導入効果)
1部品当たり、35%の測定工数の削減と測定表・評価の時間は「穴計測」だけでも2時間削減できた。前述の測定IoT:測定電子カルテとの相乗効果により測定表・品質管理・統計処理など1/10になった。
システム導入費用も部品によりインライン設備設計が必要であるが、概ね350万円程度であり、十分投資効果得られる。
今後、Smart FACTORYが進む中、測定・品質保証のSmart化のニーズも高くなっており、インラインでの工程品質保証・管理の時代が来る。そのキーテクノロジーはデジタル検査技術だ。
6. 測定技術の展望
デジタル検査技術は日進月歩で進化している。特に日本製品の競争力の源泉は“全体品質”にあり、製造工程から出荷後まで一貫して不良を出さない仕組みづくりが求められている。市場における品質評価の高さは企業価値に直結し、その積み重ねが企業の信頼性を支えている。こうした背景から、品質を維持・向上させるためのデジタル技術の活用は、今後ますます重要性を増していく。
コメント